
建設機械用制御バルブ加工専用機
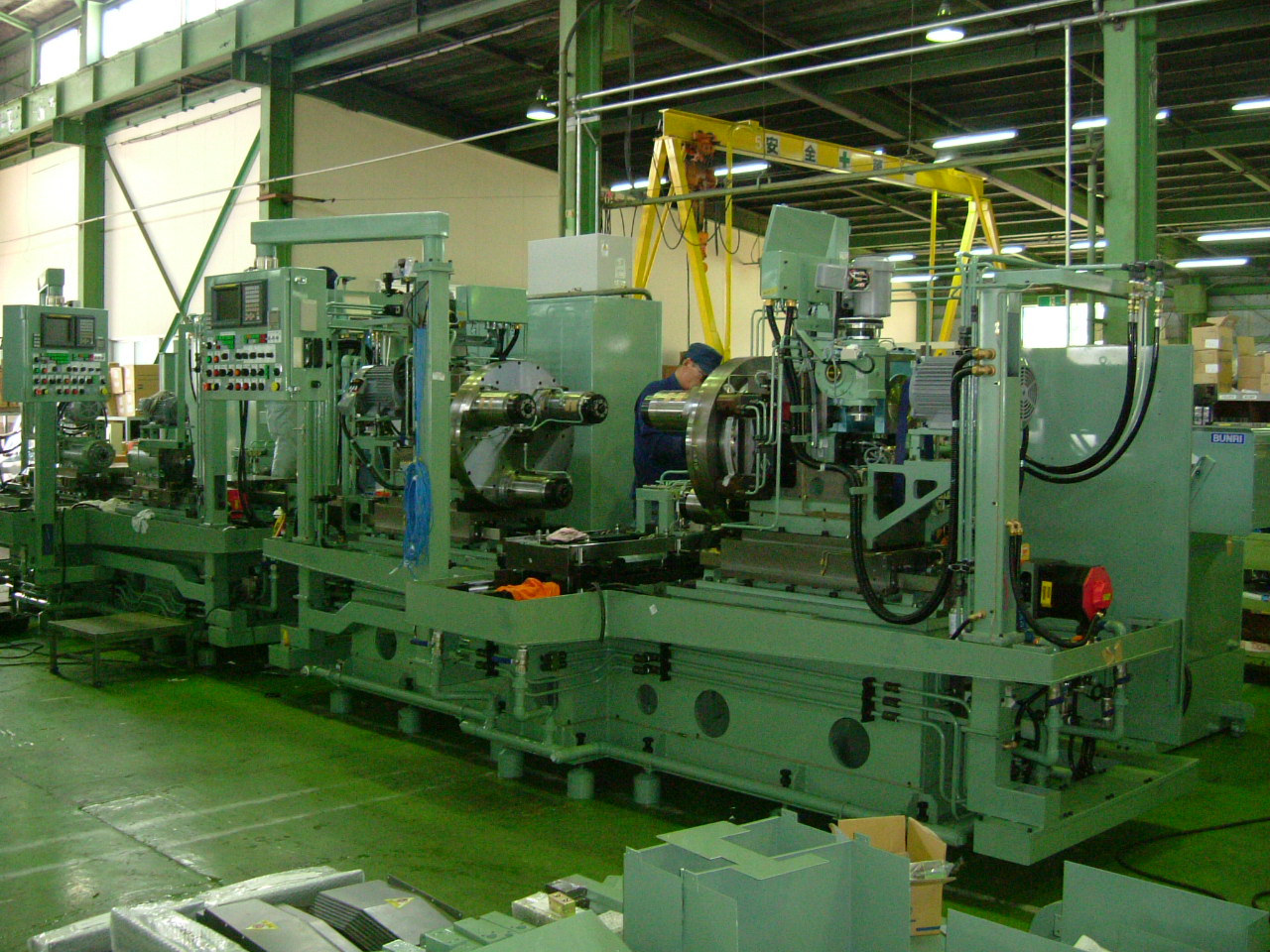
構成及び用途:パレット輸送型の2-ステーションのトランスファーマシンで、第一工程(A機)及び第二工程(B機)の2台により構成されています。バルブハウジングのバルブ穴を効率よく加工します。
前工程―鋳物素材で外側6面加工
本工程―ドリル、リーマ加工(ホーニング仕上げ前工程)
1.高精度、高能率加工を行います。
多くの実績を有するコンパクトで剛性の高いドラム型ターレットヘッドを対向式に配置し、その中央部にはクロススライド上に取り付けられた治具ステーションが位置しています。このクロススライドの位置決めはサーボモータにより行われます。
A機:3割出しターレッドヘッド対向配置
中央部クロススライド上に取り付けられた治具ステーションを配置
B機:右側 2割出しターレットヘッド及びボーリングヘッドを配置
左側 2割出しターレットヘッド及びボーリングヘッドを配置し
これらはサーボモータにより駆動されるクロススライド上に取り付けられています。
中央部 クロススライド上に取り付けられた治具ステーションを配置
2.加工物搬送装置は作業効率を向上させます。
ローディング、アンローディングテーブル、判別ステーション、パレット搬送装置、パレット移載装置を持ち、パレットに対する加工物のクランプ、アンクランプ作業以外は全て自動にて行いますので、重量加工物(約80 kg)にも関わらず、作業効率の向上が出来ました。パレットのシムプレート交換のみにより6種類の加工物の生産に容易に対応します。
3.切削油装置及びスプラシュガードは加工条件の安定と作業環境を配慮しています。
切削油装置 2系統方式 高圧 30 kg/cm3 スピンドルスルー用
低圧 5 kg/cm3 切粉流し用
フィルター 3μ 切削油音調装置付仕様
スプラシュガードは油漏れ対策に充分注意を払った設計で、ミストコレクター及び消火装置が装備されています。
前工程―鋳物素材で外側6面加工
本工程―ドリル、リーマ加工(ホーニング仕上げ前工程)
1.高精度、高能率加工を行います。
多くの実績を有するコンパクトで剛性の高いドラム型ターレットヘッドを対向式に配置し、その中央部にはクロススライド上に取り付けられた治具ステーションが位置しています。このクロススライドの位置決めはサーボモータにより行われます。
A機:3割出しターレッドヘッド対向配置
中央部クロススライド上に取り付けられた治具ステーションを配置
B機:右側 2割出しターレットヘッド及びボーリングヘッドを配置
左側 2割出しターレットヘッド及びボーリングヘッドを配置し
これらはサーボモータにより駆動されるクロススライド上に取り付けられています。
中央部 クロススライド上に取り付けられた治具ステーションを配置
2.加工物搬送装置は作業効率を向上させます。
ローディング、アンローディングテーブル、判別ステーション、パレット搬送装置、パレット移載装置を持ち、パレットに対する加工物のクランプ、アンクランプ作業以外は全て自動にて行いますので、重量加工物(約80 kg)にも関わらず、作業効率の向上が出来ました。パレットのシムプレート交換のみにより6種類の加工物の生産に容易に対応します。
3.切削油装置及びスプラシュガードは加工条件の安定と作業環境を配慮しています。
切削油装置 2系統方式 高圧 30 kg/cm3 スピンドルスルー用
低圧 5 kg/cm3 切粉流し用
フィルター 3μ 切削油音調装置付仕様
スプラシュガードは油漏れ対策に充分注意を払った設計で、ミストコレクター及び消火装置が装備されています。
| 業界 | 建機業 |
|---|---|
| ワーク名称 | 油圧機器(バルブハウジング) |
| 加工内容 | 複合加工(外形以外の全加工) |
| 機械構成 | セル型専用機 |
| 搬送形式 | パレットフィード |
| 仕様 | 冶具シャトル |
| 製造年月日 | 2004.09 |



